Indoor Delivery Robot in Manufacturing: A Real Case Study from Kulai, Johor
Across Malaysia’s manufacturing sector, operational efficiency increasingly depends on how effectively materials move within the factory floor operations. While automation has transformed production lines, internal logistics—particularly the movement of small components between departments—often remains labour-intensive.
This case study examines how a manufacturer in the electronics sector in Kulai, Johor addressed this challenge through the deployment of an indoor delivery robot, improving workflow efficiency while reducing reliance on manual transport. Within the first month of deployment, the system completed over 800 internal deliveries, highlighting the operational impact of automating material movement.
Operational Environment
The deployment took place in a manufacturing facility in Kulai, Johor, specialising in the production of electronic and electrical components.
The facility operates across multiple internal zones, including:
- Production lines
- Quality control (QC) and testing departments
- Thermal processing areas
These zones require frequent movement of small and medium-sized components, making internal logistics a critical part of daily operations.
Note: Certain operational details have been generalised to respect client confidentiality.
The Operational Challenge
Prior to automation, internal material movement relied entirely on manual labour. While seemingly straightforward, this created several operational inefficiencies:
- Staff frequently travelled between departments to deliver or collect small components
- Multiple trips were required to complete tasks involving different locations
- Limited carrying capacity restricted transport volume per trip
- Difficulty in coordinating ad-hoc pickup requests between departments
- Increased safety risks associated with repetitive manual transport
These challenges were particularly evident in workflows such as:
- Production to QC or testing departments
- Production to thermal processing (oven/curing) areas
- Inter-departmental movement for inspection and verification
Over time, these inefficiencies accumulated, impacting productivity and workforce utilisation.
The Solution: Indoor Delivery Robot Deployment
To address these challenges, the company deployed the 365ProBot indoor delivery robot, designed for autonomous material transport within indoor environments.
Key Capabilities Implemented
- Autonomous Navigation
The robot operates independently across predefined routes within the factory. - Multi-Point Delivery
Enables delivery to multiple departments in a single trip, reducing repeated manual movement. - Auto Door Integration
Seamless integration with automated doors allows the robot to navigate across restricted areas without human assistance. - Call Button System (Custom Integration)
A physical call button was installed to summon the robot, addressing operational constraints where mobile devices are not permitted on the production floor.
Payload Efficiency
The robot is equipped with a multi-tray system (minimum 3 trays), with each tray supporting up to 15 kg, enabling:
- Up to 45 kg total payload per trip
- Consolidation of multiple delivery tasks into a single run
- Reduced frequency of manual transport trips
The system utilised in this deployment is based on a service robot platform, adapted for light-duty material transport within a manufacturing environment.
Implementation Process
The deployment followed a structured and collaborative approach:
- July 2025: Initial enquiry and requirement discussion
- On-site Assessment: Demo and site visit conducted to evaluate workflow and environment
- August 2025: Client preparation phase, including planning for auto door installation
- Early 2026: Completion of auto door installation
- Within 3 Working Days: Robot deployment, setup, and operational readiness
Addressing Operational Constraints
A key challenge during implementation was the restriction on mobile phone usage within the production environment. Since the robot’s standard control system includes a mobile application, this posed a usability limitation.
To overcome this, a dedicated call button system was introduced, enabling staff to:
- Summon the robot instantly
- Send it to predefined locations
- Operate the system without reliance on mobile devices
This adaptation ensured seamless integration into the existing workflow without compromising operational policies.
Operational Results (March 2026)
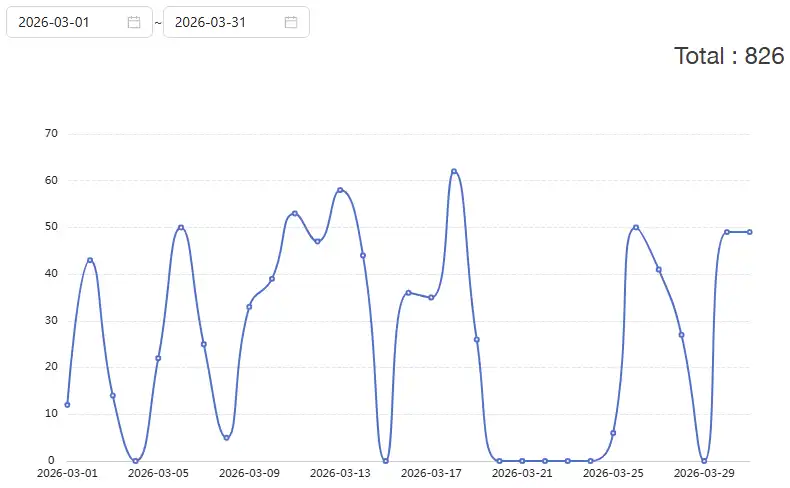
Within the first full month of operation, the indoor delivery robot demonstrated consistent utilisation across the facility.
Monthly Delivery Activity
- Total deliveries completed: Over 800 trips
- Peak daily deliveries: 62 trips
- Average operational usage: Active on most working days
(Note: Days with zero activity correspond to non-operational factory days.)
Interpreting the Results
While the number of delivery trips alone provides a baseline indication of usage, the true operational impact lies in transport efficiency.
1. Reduction in Manual Movement
Each robot trip replaces one or more manual transport tasks. With multi-point delivery capability, a single trip can serve multiple departments, effectively reducing:
- Staff walking time
- Repetitive back-and-forth movement
- Interruptions to core production tasks
2. Increased Transport Volume per Trip
With a payload capacity of up to 45 kg per trip, the robot enables significantly higher transport efficiency compared to manual handling of small components.
This translates to:
- Fewer trips required for the same workload
- Improved material flow between departments
- Reduced congestion in operational areas
3. Improved Workflow Responsiveness
The integration of the call button system allows staff to summon the robot on demand, addressing a key limitation in manual coordination.
As a result:
- Waiting time for material pickup is reduced
- Internal logistics become more predictable
- Departments operate with greater independence
This approach reflects a growing trend in factory automation, particularly in environments where standard digital interfaces are restricted.
4. Enhanced Workplace Safety
By reducing the need for frequent manual transport, the solution contributes to:
- Lower risk of workplace fatigue
- Reduced handling-related incidents
- Safer movement of materials across departments
Use Case Summary
- Application: Transport of spare parts and component parts
- Deployment Location: Kulai, Johor, Malaysia
- Robot Units: 1
- Usage Frequency: Daily operational use
- Key Routes:
- Production → QC / Testing
- Production → Thermal Processing Area
- Inter-departmental transfers
Conclusion
This case study demonstrates how an indoor delivery robot can address a commonly overlooked aspect of factory operations: internal material movement.
By automating repetitive transport tasks, the manufacturer achieved:
- More efficient use of manpower
- Higher transport capacity per trip
- Improved workflow coordination
- Safer operational environment
For manufacturers in Malaysia and beyond, particularly those managing multi-department workflows, indoor delivery robots present a practical and scalable approach to enhancing factory logistics without major disruption to existing processes.
For manufacturers evaluating factory automation solutions, improving internal logistics is often one of the most immediate opportunities for operational gains.